
Controlling water in animal feed production processes is no longer just a quality issue, but a strategic lever for efficiency, consistency, and profitability. As feed mills handle increasingly variable raw materials, precise moisture control enables producers to stabilize operations, optimize additive dosing, and improve pellet quality. By integrating real-time moisture measurement across key production stages, feed manufacturers can reduce waste, lower energy consumption, and unlock higher-value output from every batch.

Sales Director
Hydronix Ltd
The world is becoming more integrated digitally, and this allows a lot more information to be both produced and consumed in industrial environments, including in modern production process plants.
One of the big challenges for feed producers is to get consistency into their production so that they can optimise the plant and get the same results for each batch. Addressing this challenge offers unique opportunities to stabilise production processes and improve repeatability and profitability. This article will explain how modern moisture sensors can be used to get the best yields and quality from the naturally varying raw materials in a typical feed mill.
Benefits of moisture control:
• Optimise dosing of feed additives,
• Improve nutritional consistency,
• Reduce spoilage and waste,
• Improve shelf life,
• Optimise pellet durability,
• Increase plant efficiency,
• Reduce process downtime.
THE FEED PROCESS
Animal feed is produced from a wide range of raw materials which are sourced from natural environments, and the vast quantity of those materials are delivered in bulk loads with wide variation in the moisture content.
1. During delivery, if the materials are being stored, then there are options on how any residual moisture is managed. Some feed producers will add an anti-microbial agent during the intake process to allow them to accept storage at higher moisture levels, whilst some will dry the grain to allow a longer storage life. During any anti-microbial addition, it is important to monitor the moisture in real-time to add the agent at the most appropriate rate to avoid over-dosing.
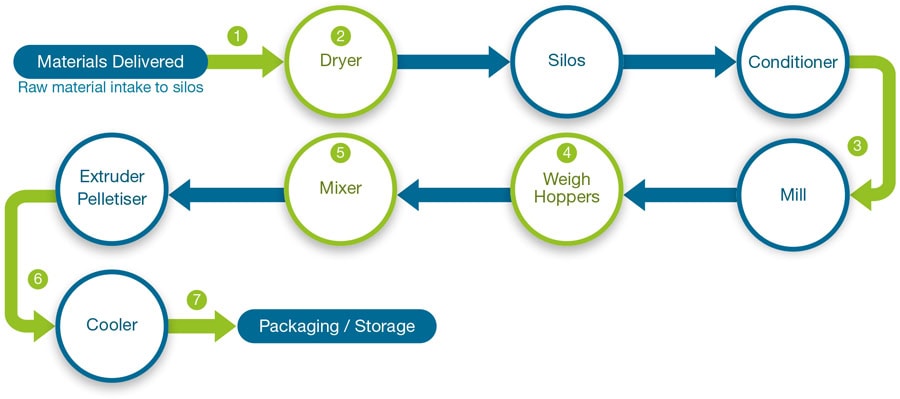 2. When drying, it is important to precisely achieve the target moisture as under-drying creates obvious problems with mould growth and spoilage, and over-drying wastes energy and increases the amount of breakage due to brittle grains. This can, in turn, lead to dust accumulation and rodent infestation. Moisture sensors can be used in the dryer inlet and outlet flows to measure the material flow in real-time to allow the process temperature, exhaust fans, and residence time to be controlled.
2. When drying, it is important to precisely achieve the target moisture as under-drying creates obvious problems with mould growth and spoilage, and over-drying wastes energy and increases the amount of breakage due to brittle grains. This can, in turn, lead to dust accumulation and rodent infestation. Moisture sensors can be used in the dryer inlet and outlet flows to measure the material flow in real-time to allow the process temperature, exhaust fans, and residence time to be controlled.
3. During reduction processes, in the hammer or roller mills, the moisture in the raw material affects the size and shape of the ground material. In a hammer mill, higher moisture material absorbs the energy of the hammer, so instead of shattering cleanly, it flattens or tears. In a roller mill, higher moisture grain does not shear properly so, instead of a clean cut, the material gets mashed. At the opposite end of the moisture range, grain that is too dry can crack too easily and cause excess dust, and the moisture can affect capacity and energy consumption of the mill and can cause increases in heat generation. To get the correct moisture levels, it may be necessary to have a further drying step or (in drier climates) to have a water addition or conditioning step before the reduction operation.
4. To create the mix of materials for the formulation, the different ground ingredients are then batched into a weigh hopper to get a consistent mix. While each ingredient is being weighed, it is important to measure and compensate for the weight of the water in the material as 1000kg of grain at 10% moisture (by wet weight) is only 900kg of dry material and 100kg of water. After the material has been batched, it is then necessary to mix the ingredients together and add water to get the mix moisture to the required target level for the final processes. It is also important to adjust the addition of mycotoxin binders for the feed mix moisture level, to avoid wasting these expensive additives. For a pellet mill or extruder, steam is usually injected, which conditions the mash and raises the temperature, activating the starch, which helps the pellet to hold together. If the mash moisture level is incorrect, then there can be issues with the formation and stability of the pellets – pellets that are too dry tend to crack and break whereas if the mash is too wet then this can cause problems with feed plugging the holes in the die. In extreme circumstances, this can even lead to the die pressure increasing to a point where the die is cracked, needing costly repair and downtime.

5. After the mill, the feed pellets are then allowed to cool before going to storage and/or final product packing. It is important to measure the moisture content at this point to make sure the product is losing enough water during the cooling stage. Pellets that are too wet will have a reduced shelf life and are prone to mould. Pellets that are too dry can be less palatable for the animal consuming it. Optimising the moisture in the final feed pellets allows producers to get the highest yield of product for the raw materials that have been consumed.
At each of these stages in the process, having points where the moisture is kept at a stable level makes it much simpler to predict the next step and to create an optimal environment for efficient feed production.
INDUSTRY EXPERT OPINION ON MOISTURE CONTROL
“…if we maintain the correct moisture on a real-time basis throughout the process, we see there is a positive impact on energy consumption as well inside the feed mill. We have seen, generally, there is a 10% reduction in the energy consumption of a pelletizer if a feed mill uses moisture optimization. The benefits are multi-faceted in my view,” said Dr. Prince Nanda, Global Product Manager at Trouw Nutrition1.
1Dr. Prince Nanda (April 2019, updated March 2022). Moisture control in feed mills could result in real savings, Feed Navigator.
About Neal Cass
After gaining his degree in Electronic Engineering from the University of Southampton in England, Neal Cass spent 10 years developing and commissioning control systems for a major international food process system manufacturer. In 2007, he started working for Hydronix as a Customer Service and Software Development Engineer before becoming Sales Manager in 2011. Cass was promoted to Sales Director in January 2025.





