
Feed safety starts with raw material intake and continues through every step of grinding, mixing, conditioning, pelleting, cooling, and handling. Hygienic equipment design matters – but consistent results increasingly depend on smart process integration, automation, and real-time data control.

M2M Principal Product Management
Bühler Group
ROLE OF PROCESSING TECHNOLOGIES IN ENSURING FEED SAFETY
There is no doubt that the processing technologies used to turn natural raw materials and by-products from other industries into compound feed play a crucial role in both, feed and food safety. At the same time, the use of additives such as vitamins, enzymes, probiotics, amino acids, and essential oils is constantly evolving. These additives support animal growth, health, and feed efficiency, and can help reduce the need for antibiotics. However, many of these bioactive ingredients are sensitive to processing conditions such as temperature and moisture. As a result, traditional hygienization steps need to be adapted – and carefully controlled with high precision.
Producing safe compound feed essentially means:
– removing contaminants, harmful substances, and pathogens from raw materials,
– preventing cross-contamination and product carryover,
– maintaining a high level of hygiene, and
– minimizing the risk of recontamination.
Given the increasing complexity of these challenges, end-to-end concepts must go beyond hygienically designed machines and equipment. They require the full potential of sophisticated process equipment combined with advanced automation and digital technologies to ensure safe, reliable, and efficient feed production.
CONTAMINATED RAW MATERIALS: THE FIRST GATEWAY TO UNSAFE FEED
Accepting raw materials contaminated with foreign and harmful substances – or pathogens – is often the first gateway to unsafe animal feed and must be addressed consistently. Disease outbreaks and costly recalls have led to stricter legal requirements and biosafety protocols, but also to a greater willingness to invest in advanced technical solutions.
Modern raw material cleaning goes far beyond simple screening. It still includes aspirated screening machines and gravity separators to remove coarse particles, fines, broken or shrunken kernels, dust, and husks. Beyond that, optical sorting technologies are increasingly used to detect and remove, for example, fungal contamination or foreign materials that differ in color. One challenge is that many contaminants are not evenly distributed in a batch; they tend to concentrate in relatively small portions of a delivered load. This makes it essential to inspect – and, where needed, clean – the entire product stream at full throughput.
Example technology in practice: Optical sorting systems such as the Bühler Sortex Spark Pro are used to remove off-color kernels and foreign material at industrial scale, supporting consistent incoming raw material quality.
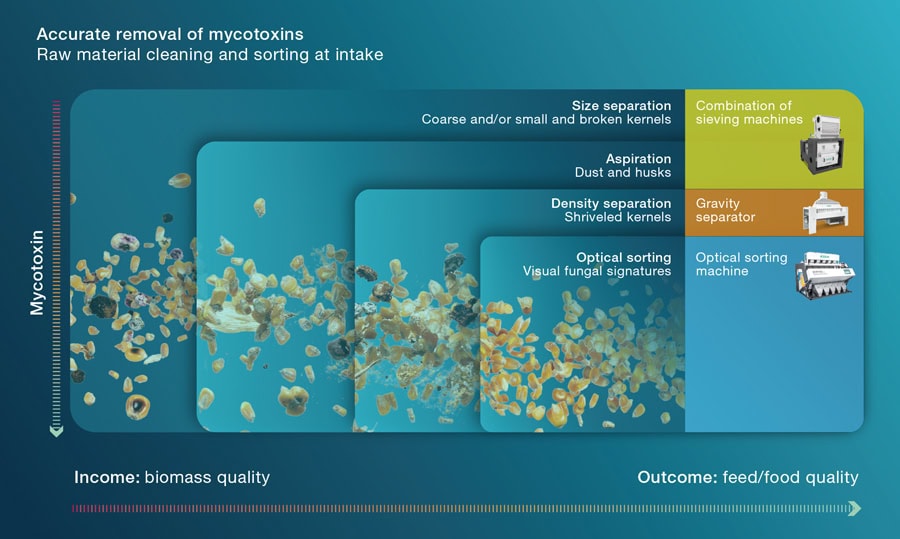

Photo: Bühler Group
HYGIENIC DESIGN IS NECESSARY – PROCESS INTEGRATION MAKES IT EFFECTIVE
Along the process, even seemingly simple machines (such as batch mixers) must be designed with hygiene in mind. This includes:
– suitable materials,
– minimal product residue after discharge,
– fast access for easy cleaning and maintenance.

Photo: Bühler Group
For example, the Bühler Speedmix achieves a variation coefficient (CV) of 2 – 5% within 90 seconds at a mixing ratio of 1:100,000. It is available in stainless steel and has a specified product residue of less than 0.05% after emptying – supporting both, optimum nutrient consistency and minimal carryover.
However, machine design alone is not enough. Only by embedding machines into a connected Manufacturing Execution System (MES) can producers achieve full traceability of products and processes. As one example, an intelligent recipe sequence within an MES (such as Bühler Mercury MES) helps reduce cross-contamination while improving operational efficiency and daily reliability.
HYGIENIZATION WHILE PRESERVING BIOACTIVITY: THE CONDITIONING CHALLENGE
Independent studies and validation of Bühler’s conditioning solutions have shown that steam conditioning before expansion or pelleting can be a highly effective hygienization step. For example, in broiler feed, salmonella can be reduced below the detection limit at 80–85°C with a retention time of 90 seconds – where the lower temperature applies only with high moisture and tight temperature control throughout the entire conditioned product volume. Consistently achieving the dual goal – sufficient hygienization and preservation of sensitive bioactive ingredients – requires more than sophisticated mechanical and thermal design of the equipment. It also requires precise, continuous monitoring, and control of both steam quantity and quality, which again highlights the importance of a consistently optimized and stabilized process.
At the same time, many producers are facing external pressure to push conditioning temperatures and retention times higher – up to 90°C and 360 seconds – for example driven by legal regulations or brand protection guidelines. These requirements can significantly reduce productivity and negatively impact nutritional value.
From a process perspective, one major challenge is that moisture of the product entering the pellet mill depends on fluctuating initial moisture and on the difference between the (also variable) meal temperature and conditioning temperature. Combined with long retention times, high conditioning temperatures can therefore cause poor flow behavior, unstable pellet mill performance, and even die blockages – often forcing mills to reduce throughput.
From a nutritional perspective, many bioactive additives lose effectiveness at higher temperatures, higher moisture, and longer residence times. A common response is overdosing, which increases formulation cost and the environmental footprint of the feed produced.

MOISTURE: THE OFTEN-OVERLOOKED LEVER FOR FEED SAFETY AND PRODUCTIVITY
In this complex situation, one key aspect is often overlooked: hygienization depends not only on temperature and time, but also on product moisture. Moisture is a powerful lever. At a given temperature, higher moisture can allow the same inactivation effect to be achieved in significantly less time.
If moisture can be reliably controlled across the entire process, it becomes possible to improve productivity, nutrient quality, and feed safety at the same time. This is where digitalization can deliver real operational value – provided it is stable, robust, and usable under day-to-day mill conditions across different recipes and raw material variations.
PRECISION FEED MILLING: TURNING DATA INTO SAFER, MORE STABLE PRODUCTION
Digitalization in a feed mill – the availability and use of relevant process and product data in sufficient quality and in real time – is not an end in itself. It is the final building block of an integrated Precision Feed Milling concept.
When advanced machine and process design, modern automation solutions and fit-for-purpose sensor technology are combined with powerful, adaptive and robust data models, state-of-the-art control algorithms can enable fully automated operation of entire production lines. In a Bühler PelletingPro setup, the achievable accuracy of moisture control is remarkably high – better than 0.5 percentage points – from the batch mixer through the pelleting line to the final product. This level of control enables recipe-specific optimization of hygienization during conditioning and more efficient operation of both pellet press and pellet cooler, supported by a simple and intuitive user interface.
As demonstrated in multiple installations of the PelletingPro digital service, operator-independent control and continuous optimization can significantly reduce downtime. Fewer manual interventions not only improve productivity but also lower the risk of product carryover and contamination – ultimately increasing the overall level of feed safety.
Given these strong and highly encouraging results, it is only logical to expand the Precision Feed Milling concept with additional autonomous controls for other product quality parameters and other process lines. Even though not all developments are fully completed yet, their potential for operational excellence, improved feed safety, nutrient consistency and the reliable use of innovative bioactive ingredients is already tangible today.
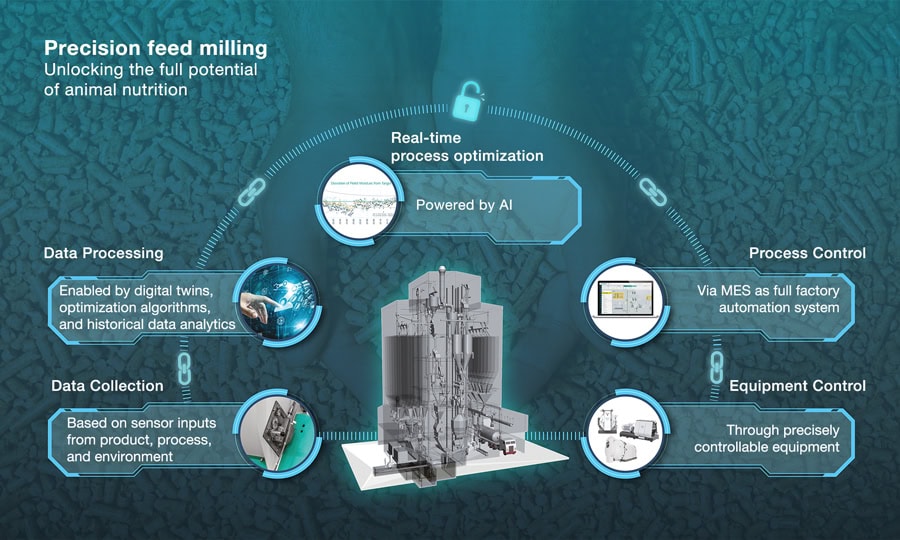
Figure: Bühler Group
PRACTICAL TAKEAWAYS FOR FEED MILL OWNERS AND PLANT MANAGERS
For many mills, improving feed safety does not mean adding a single “extra” step – it means strengthening control at the most critical gateways:
1. Intake and cleaning: Validate cleaning performance and remove contamination risk early, at full throughput (not by sampling only).
2. Hygienic equipment design: Minimize residue, enable fast cleaning, and reduce carryover risk through proven hygienic design details.
3. Traceability and recipe logic: Use MES functions (traceability, recipe sequencing) to reduce cross-contamination risk in daily operation.
4. Conditioning control: Manage not only temperature and time, but also moisture – because moisture strongly influences hygienization performance.
5. Digital control for stability: Use automation and real-time data to reduce variability, manual interventions, and downtime.
CONCLUSION
Feed safety is increasingly shaped by a combination of stricter requirements, more variable raw materials, and more sensitive bioactive ingredients. In this environment, consistent results depend on more than individual machines. The strongest safety outcomes come from integrated solutions: hygienic equipment design, validated cleaning and sorting, controlled conditioning, and digital systems that stabilize production and support traceability.
With advanced cleaning and sorting, hygienically designed machines and plants, and automation and digital services that enable precise control (especially of moisture), modern processing technologies can help feed mills raise their safety level while protecting throughput and product quality.
About Gero Zimmermann
After completing his doctorate in electrical engineering, Gero Zimmermann held various technical management positions at a global manufacturer of electronic components and systems. Since joining Bühler in 2011, he has played a key role in the development, industrial implementation, and business development of modern processing technologies for the animal feed industry. His particular focus is on sustainability and digitalization, helping to ensure the industry’s long-term competitiveness.





